Solution de convoyeur aérien pour la peinture de radiateur
- Septembre 03, 2020
- Transport ferroviaire
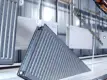
Les fabricants de chauffage central domestique utilisent souvent des convoyeurs aériens pour déplacer des radiateurs lourds et maladroits sur les lignes de production de revêtements en poudre.
Lorsque les radiateurs sont enduits de poudre, ils doivent être déplacés en toute sécurité et efficacement à travers la ligne d’arrivée du revêtement. Après l’application du revêtement en poudre, les pièces entrent dans un four de durcissement. L’ensemble du processus est automatisé avec des radiateurs transportés sur le convoyeur aérien.
L.B. Foster Automation & Materials Handling est expert dans la conception, l’installation et la mise en service de solutions de manutention et de fabrication automatisées pour les industries manufacturières mondiales.
La solution de convoyeur existante était en bon état de fonctionnement. Nous avions besoin d’une équipe qui comprenait la configuration d’origine et qui possédait les compétences pour la réutiliser dans une nouvelle installation de production. La solution de L.B. Foster a coché toutes les cases.
Exigence
L.B. Foster Automation & Materials Handling a été invité à soumissionner pour réutiliser un convoyeur aérien existant qui avait déjà été installé par L.B. Foster.
Le système de convoyeur aérien existant faisait partie d’une ligne de production pour un important fabricant de radiateurs de chauffage central domestique. Avec la fermeture de cette usine et le déplacement de la production vers un autre site, la ligne de convoyeur existante a dû être déclassée et démantelée en vue du transport vers le nouveau site. Une fois sur place, le plan était de réutiliser l’ancien convoyeur et de l’intégrer dans la nouvelle ligne de production.

Caractéristiques techniques
Phase 1
La phase 1 consistait à retirer l’équipement existant suivant pour qu’il soit réutiliser pendant la période de
39 x sections de voie droite - 3m seulement
1 unité d’entraînement
1 x 5m tension centre
2 x sections d’inspection
234 x barre transversale en dents de scie et crochets S
Phase 2
Les éléments suivants ont été fournis pour l’installation avec l’équipement réutilisé de la phase 1 :
190m nouveau système 60 chaîne avec 234 x nouveaux pendentifs à un pas de 813mm
Nouveaux virages horizontaux et verticaux
Remise à neuf de 1 x entraînement S60 robuste, y compris un nouveau moteur à engrenages
1 x nouveau Lubricator
Remise à neuf de l’unité de tension
Sections d’expansion pour les fours de durcissement et de séchage
Sections d’inspection supplémentaires
Soutenir l’acier à l’extérieur de l’usine
Commandes de l’onduleur à courant alternatif
Installation mécanique
Installation électrique
Notre solution
L.B. Foster Automation &Materials Handling a réalisé les travaux en deux phases. La phase 1 consistait à retirer l’équipement de la chaîne de production existante, y compris le démontage et le déclassement du convoyeur avant le transport.
La phase 2 du projet comprenait la fourniture d’une gamme de nouveaux équipements, ainsi que l’installation et la réutilisation de l’équipement récupéré du site de fabrication désuet.
De nouveaux composants de convoyeur ont été identifiés et fabriqués selon les spécifications standard de L.B. Foster. L’unité d’entraînement réutilisée a été remise à neuf et équipée d’un nouveau moteur à engrenages capable de fonctionner à une vitesse moyenne de 1,5 m/min. Les sections de tension de l’unité existante ont été remplacées. Un nouveau lubrificateur à brosse a été fourni positionné localement à l’unité d’entraînement pour lubrifier la chaîne de convoyeur. Les éléments de voie existants ont été réutilisés dans la mesure du possible, et de nouveaux composants ont été ajoutés au besoin.
L’acier de support externe a été conçu et fourni, avec des supports fabriqués à partir de tôles appropriées pour accueillir la charge du convoyeur proposée. Le convoyeur à l’intérieur de l’usine était suspendu à la structure du four et, par conséquent, aucun support n’a été inclus pour cette zone. Des supports ont été inclus pour se fixer à la structure du four et des poutres de colonne vertébrale ont été incluses sur les trois cabines.
De nouveaux pendentifs ont été fournis pour correspondre à la conception de la ligne de production récupérée afin de maintenir la compatibilité avec la barre de vol continue existante et réutilisée et les crochets « S ». Des pendentifs ont été installés sur la chaîne à un pas de 813 mm.
Nous avons également conçu et installé un nouveau panneau de commande offrant un contrôle d’arrêt / démarrage et de vitesse pour un moteur d’entraînement de convoyeur de 1,5 kW. Le panneau de commande comprenait un écran d’alimentation 24V DC pour les circuits de commande, un commutateur de lubrification, un filtre CEM, un isolateur à verrouillage de porte, un relais de sécurité d’arrêt d’urgence, des contacteurs et des disjoncteurs miniatures.
Ce qu’ils ont dit
« Nous étions déterminés à libérer la valeur de notre convoyeur aérien existant en le déplaçant vers notre nouveau site de fabrication. Ce projet a donc été compartimenté en deux phases distinctes.
« Cela signifiait que l’équipe de L.B. Foster ne pouvait pas simplement fournir une solution out-of-the-box. Ce projet nécessitait une grande aptitude pour la résolution de problèmes, ainsi qu’une connaissance et une compréhension détaillées des systèmes de convoyeurs - que L.B. Foster a livrés en masse »

