L.B. Foster

Specialist Mechanical & Electrical Engineering solutions for Rail, Industrial & Commercial applications
We are a proven technology solutions provider specialising in Rail applications, but also serving Industrial and Commercial customers.
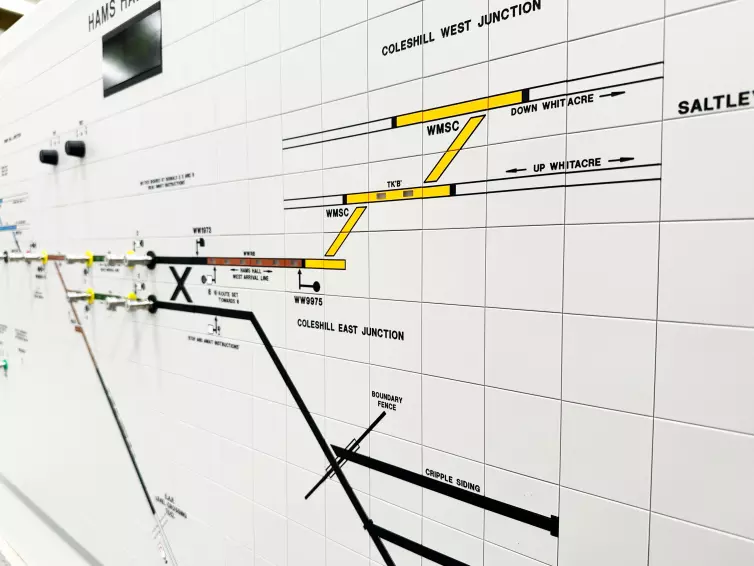
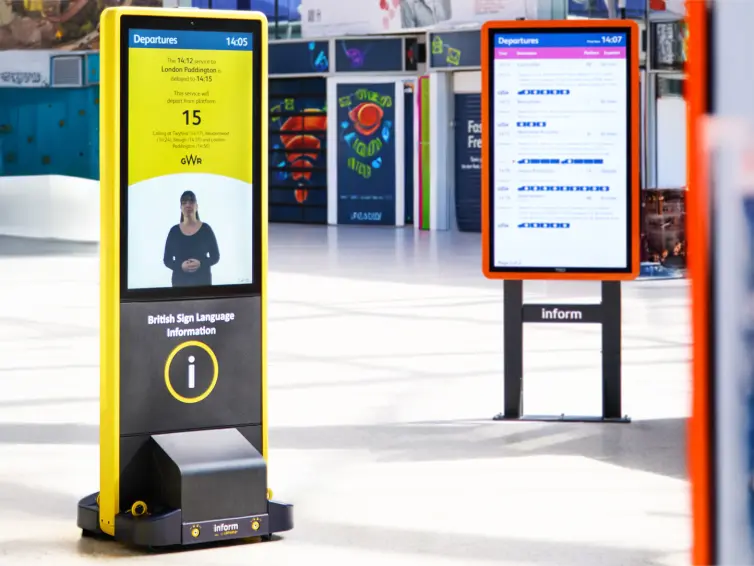
Delivering control room technology, digital displays, robust electrical systems, automation & material handling solutions, and innovative safety and security systems.
Our solutions are designed to optimise efficiency, improve productivity, and enhance safety for our customers and their environments.
We deliver flexible and customer focused solutions from design to installation encompassing innovation and cost-effective project management
The official source for news, thoughts, and announcements from L.B. Foster.